La progettazione riveste un ruolo fondamentale per ottimizzare i costi di produzione della curvatura di pezzi che comprendono tubi curvati quadri o tondi.Ce lo spiega Jean-Charles Barbier, dirigente dell'impresa terzista Guillot-Pelletier:
« I progetti che ci arrivano non tengono conto dei limiti tecnici imposti dalla lavorazione per curvatura o calandratura. Progetti che possono essere realizzati così come sono, certo, ma per i quali bisogna sviluppare soluzioni apposite, con dei costi di produzione ingenti. »
Metal-Interface, con la collaborazione di Jean-Charles Barbier, enumera in questo articolo 4 punti da prendere in considerazione in fase di progettazione di pezzi o di assemblaggi che comportano tubi piegati o curvati.
1- Rapporto tra diametro del tubo e spessore del materiale: un aspetto fondamentale
La proporzione tra il diametro e lo spessore del tubo ha un impatto diretto sul livello di difficoltà che può raggiungere l'operazione di curvatura.
In effetti durante la curvatura del tubo:
-
la parte esterna della piega (estradosso) viene sottoposta a trazione e quindi si assottiglia... si riduce quindi lo spessore del materiale
-
sulla parte interna della piega (intradosso) si formano delle grinze... per cui il materiale risulta ondulato.

Copyright Guillot-Pelletier Indicativamente, quando il rapporto tra il diametro del tubo e lo spessore del materiale è:
-
inferiore a 10: la curvatura è molto semplice da realizzare, non c'è bisogno di ricorrere ad un mandrino interno,
-
compreso tra 10 e 20: la curvatura è semplice ma bisogna utilizzare un mandrino interno semplice per vincolare il materiale,
-
compreso tra 20 e 30: la curvatura diventa più tecnica ed è allora necessario un mandrino interno più elaborato, capace di vincolare il materiale e al contempo di limitare la formazione di grinze,
-
superiore a 30: la curvatura è molto complessa e richiede dei mandrini più elaborati, snodati, e un accompagnamento del tubo.
Prendiamo qualche esempio:
-
Tubo di diametro pari a 10 mm x 1 mm di spessore: il rapporto diametro/spessore è di 10/1 = 1 => curvatura molto semplice
-
Tubo di diametro pari a 25 mm x 1.5 mm di spessore: il rapporto diametro/spessore è di 25/1.5 ovvero di 16.66 => curvatura abbastanza semplice
-
Tubo di diametro pari a 40 mm x 1 mm di spessore: il rapporto diametro/spessore è di 40/1 = 40 => curvatura molto tecnica
-
2- Come determinare il diametro del tubo in funzione del raggio di curvatura? Differenza tra curvatubi e calandre
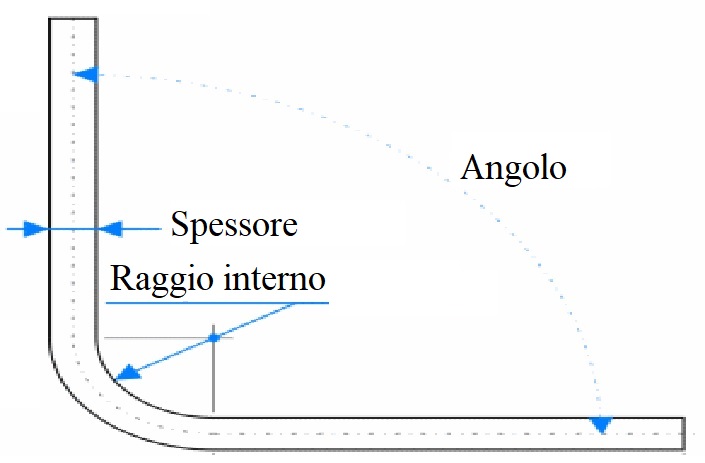
Innanzitutto bisogna ben distinguere l'angolo e il raggio di curvatura:
Copyright Guillot-Pelletier -
il raggio fa riferimento alla curva sulla parte interna del tubo,
-
mentre l'angolo si misura in gradi e corrisponde alla distanza tra le due parti dritte del tubo, prima e dopo la curva.
Più il raggio di curvatura è basso, più sarà difficile vincolare il materiale e bisognerà quindi ricorrere ad attrezzature speciali. Per i curvatubi è consigliabile di conseguenza che il raggio di curvatura sia uguale o superiore a 2,5 volte il diametro per i tubi tondi e 3,5 volte per quelli quadrati.
Esempio:
Per un tubo rotondo di diametro pari a 25 mm x 1.5 mm di spessore, il raggio medio dovrebbe essere di 62.5 mm (25 x 2,5). Se il raggio è più corto, la curvatura diventa più tecnica e può richiedere attrezzi supplementari come una controslitta o un mandrino snodato.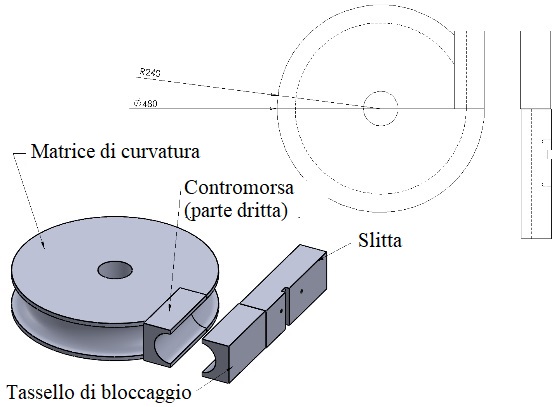
Copyright Guillot-Pelletier Resta comunque possibile curvare anche con raggi molto corti. Per esempio con un raggio di 25 mm su un tubo di un diametro di 25. Dovremo però ricorrere ad attrezzi più costosi e il materiale dovrà avere una capacità di trazione sufficiente.
Più il raggio sarà grande, più sarà facile curvare. Il limite viene in questo caso dalle dimensioni dell'attrezzo, perché è questo che definisce il raggio di curvatura. Per realizzare una curva con un raggio di 240 mm la matrice dovrà misurare 480 mm.
Se il raggio è molto lungo (per esempio 400 mm per un diametro di 25 mm), la curvatura è difficilmente realizzabile, da un lato a causa delle dimensioni dell'attrezzo dettate dalla lunghezza del raggio, dall'altra per l'ingombro dell'attrezzo sul curvatubi. In questo caso la soluzione risiede nel ricorrere ad una calandra.
Differenza tra curvatubi e calandre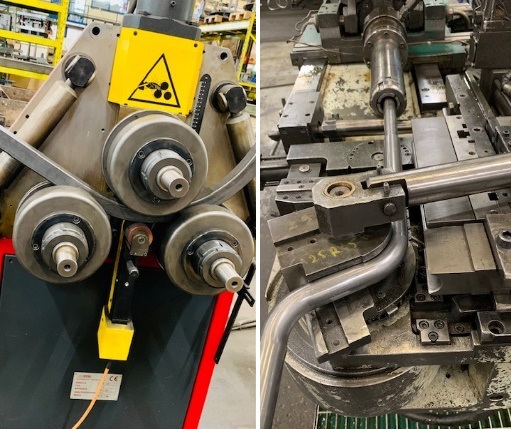
Copyright Guillot-Pelletier - Calandra (a destra) et curvatubi (a sinistra) Usando un curvatubi il tubo viene curvato facendogli sposare la forma di una matrice.
Con la calandra invece il tubo viene fatto passare tra 3 rulli che gli conferiscono la forma desiderata.
Jean-Charles Barbier aggiunge: «certi macchinari possono realizzare con la stessa attrezzatura sia la curvatura che la calandratura.»-
3- Soluzioni per i vincoli imposti dalla parte dritta del tubo
La parte dritta del tubo è la zona che non viene sottoposta a curvatura e che permette di reggere il tubo durante la lavorazione. L'ideale sarebbe avere un parte dritta che misura 2 volte il diametro per i tubi rotondi e 3 volte per quelli quadrati, prima e dopo la piega.
Se il tubo presenta più pieghe, è necessario avere una parte dritta tra le pieghe.
Nel caso in cui la parte dritta non sia sufficientemente lunga, bisogna realizzare degli attrezzi appositi per reggere il tubo, cosa che rappresenta un costo supplementare.
4- Gli attrezzi e la forma della matrice: qualche accortezza
Jean-Charles Barbier ci spiega che «spesso i clienti pensano che il raggio venga programmato sul CNC del curvatubi. Invece è l'attrezzatura montata sulla macchina che determina il raggio di curvatura.»
L'attrezzatura di curvatura dipende dal diametro del tubo e dal raggio della curva. Se quest'ultimo non è rigidamente imposto, il terzista può usare l'attrezzatura esistente senza andare ad investire nella fabbricazione di un altro attrezzo, cosa che andrebbe a ripercuotersi sul prezzo di vendita.
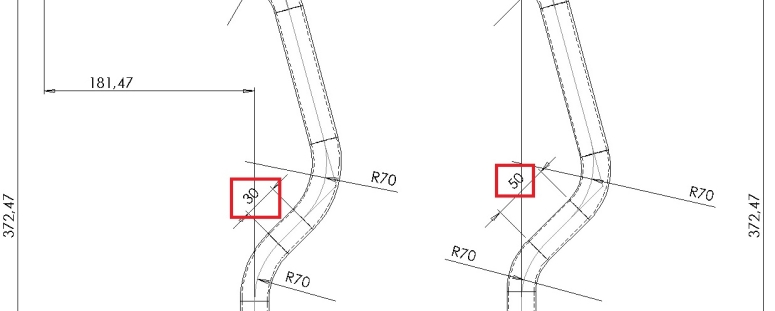
Ecco un esempio di modifiche minime il cui impatto va a determinare sia il tempo di lavorazione (e quindi il prezzo) che il budget dell'attrezzatura: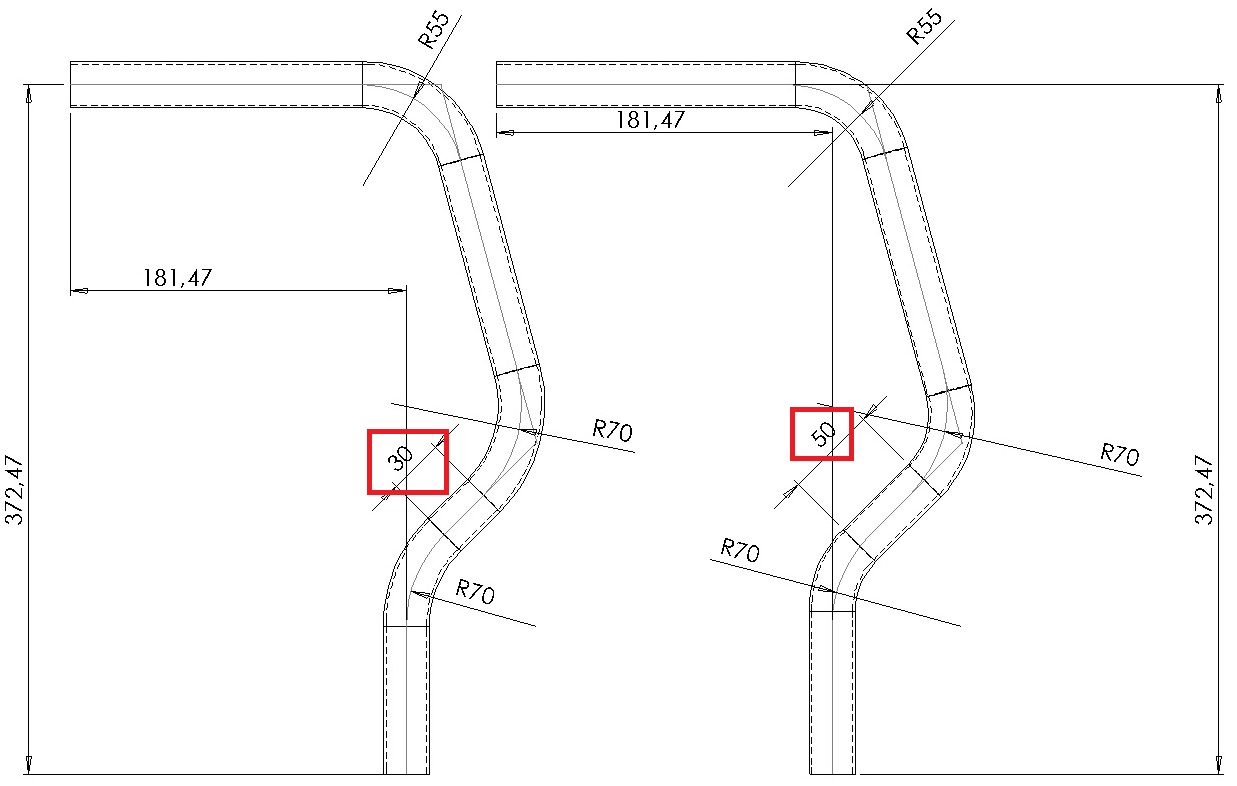
Copyright Guillot-Pelletier Il disegno a sinistra è quello richiesto dal cliente. Presenta due raggi di curvatura e una parte dritta tra le 2 curve che misura 30 mm. Per realizzare questo pezzo bisogna creare un'attrezzatura che abbia un raggio medio di 55 mm, un'altra con un raggio di 70 mm, e una terza per realizzare l'ultima curva, che deve contenere anche quella precedente, dato che la parte destra è troppo corta (una curva dentro l'altra).
Il disegno di destra rappresenta una proposta alternativa. Pochissima differenza (segnata in rosso) ma realizzabile con un'attrezzatura già esistente e applicabile a tutt'e 3 le curve.
Stima del costo di produzione del pezzo:
-
senza modificare il progetto iniziale: 5000 € per creare gli attrezzi appositi e un tempo di ciclo per pezzo di 45 secondi.
-
con lieve modifica del progetto iniziale: 0 € per l'attrezzatura, tempo di ciclo di 20 secondi
Per riassumere
I vincoli tecnici della lavorazione per curvatura o calandratura vanno osservati già in fase di progettazione in modo da ottimizzare il processo di realizzazione dei tubi curvati o calandrati, riducendone i tempi. Questo approccio permette di ridurre al contempo i tempi di consegna e i costi di fabbricazione. Comunicare a monte con il terzista rappresenta quindi una strategia vincente per progettare in maniera ottimale la lavorazione di tubi tondi o quadrati.-
Contenu