«I tempi di avvio possono incidere sui costi di produzione di un pezzo, e in particolare sulle serie piccole e medie», introduce Pierrick Grand – Extratole. «È un momento sul quale è indispensabile riflettere.» I costruttori di presse piegatrici condividono questa valutazione. Gérard Boudesocque – AMADA, ad esempio, aggiunge che «le quantità da lanciare sono sempre più piccole e anche quando si ha a che fare con serie annuali più ingenti, l'avvio avviene per piccole quantità perché l'idea è quella di produrre just-in-time e su richiesta.»
I costruttori di presse piegatrici condividono questa valutazione. Gérard Boudesocque – AMADA, ad esempio, aggiunge che «le quantità da lanciare sono sempre più piccole e anche quando si ha a che fare con serie annuali più ingenti, l'avvio avviene per piccole quantità perché l'idea è quella di produrre just-in-time e su richiesta.»
Serge Bourdier – Salvagnini è dello stesso avviso: «La difficoltà più grande durante la piegatura è la flessibilità. Le dimensioni dei lotti continuano a diminuire. E bisogna quindi essere in grado di passare da un lotto all'altro il più rapidamente possibile. Il problema è che quest'approccio pone diverse difficoltà che riguardano la programmazione, il cambio utensili, ecc.»
Per dirla con François DEBACKER – LVD: «Oltre che preoccuparsi di produrre un pezzo utile, l'industriale deve pensare ai tempi: tempi di montaggio, di prova, di impostazione, di produzione, ecc. Realizzare un pezzo corretto al primo tentativo permette di risparmiare il 70% del tempo di avvio.»
Approfondisci con gli articoli:
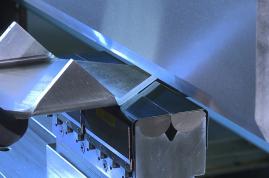
Riattrezzaggio della pressa piegatrice
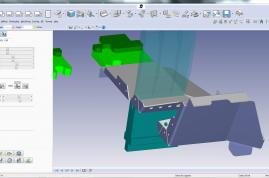
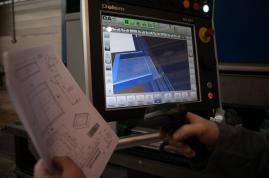
Programmazione offline delle presse piegatrici
Flusso di produzione e organizzazione del reparto piegatura
Si può intervenire sul flusso di produzione sistemando i pezzi semifiniti che devono essere piegati il più vicino possibile alle presse.
Gaëtan Benoit - AIMM condivide la sua esperienza: «In fase di piegatura il nostro tempo medio è di un'ora. Cioè, dopo le impostazioni, il tempo di piegatura dei pezzi è di 1 ora. Abbiamo cambiato la posizione delle macchine e degli utensili per renderli più facilmente accessibili e identificabili, in modo che i piegatori possano trovarli rapidamente. L'addetto non deve andare a recuperare l'utensile nei meandri dell'officina!»
E Gaëtan Benoit - AIMM precisa: «Abbiamo elaborato un sistema di indicizzazione che ci consente di catalogare i pezzi dopo la fase di taglio/punzonatura per poi stoccarli nel reparto piegatura. E grazie al sistema dei codici a barre, ci basta scannerizzare il riferimento dell’ordine da produrre per ritrovare immediatamente la zona di stoccaggio dei pezzi.»
E infine Mauricio Gutierrez Matta – SafanDarley osserva che la sicurezza incide anche sui tempi di cambio serie: «Il sistema di protezione installato sulla maggior parte delle macchine riduce la produttività. È una soluzione passiva che si adatta all'altezza degli utensili. Dev'essere reimpostato ogni volta che si cambiano gli utensili a sinistra e a destra. Se l'impostazione è scorretta, la macchina non funziona bene. SafanDarley» aggiunge «ha integrato nelle proprie macchine un sistema di sicurezza che non ha bisogno di essere impostato e non richiede l'uso del pedale. La traversa può anche scendere molto velocemente fino ad 1 mm dal foglio. Questo sistema di sicurezza aumenta la produttività invece di diminuirla!»
Confidentiel – diffusion restreinte – copyrith Metal-interface.com
Contenu