La bombatura è una deformazione della traversa e del banco indotta dalla forza del tavolo durante l'operazione di piegatura; Se questa deformazione non viene compensata, l'angolo di piegatura risulta irregolare, quindi la maggior parte delle presse piegatrici è dotata di un sistema di bombatura.

Clément Contet - Arcode, subappaltatore, ci fa partecipi della sua esperienza: «Fattori quali il materiale, la lunghezza e la tolleranza sono elementi importanti in fase di piegatura e implicano l'uso di sistemi di bombatura. Noi produciamo pezzi da 6 metri e senza bombatura la piegatura risulta completamente alterata! Il pezzo viene deformato in maniera non trascurabile.»

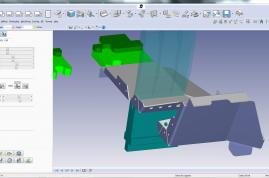
Copyright Bystronic Quindi, come spiega Gerrit Gerritsen – Bystronic, «per contrastare e compensare la deformazione della pressa piegatrice bisogna:
- Posizionare un certo numero di martinetti idraulici lungo il tavolo inferiore, a metà altezza, per neutralizzare completamente la deformazione della macchina causata dalla piegatura del pezzo.
- La quantità di forza da applicare e la posizione esatta delle deformazioni vanno misurate con dei rilevatori di pressione, in maniera indipendente, nei cilindri. Tutto ciò va fatto in tempo reale durante la piegatura.
- La «bombatura dinamica» deve garantire un parallelismo perfetto tra tavoli superiori e inferiori per avere un angolo costante su tutta la lunghezza della piega.
- Altre deformazioni, quali la deflessione delle spalle laterali o il cambiamento di temperatura, devono essere controllate correggendo direttamente il punto morto inferiore. »
Infine, come sottolineato da Mauricio Gutierrez Matta – SafanDarley, esiste un'altra soluzione: «Abbiamo inventato e brevettato per le nostre presse piegatrici ad alta precisione 100% elettriche un sistema di pulegge e cinghie che evita la bombatura nel 99% dei casi. La forza viene distribuita lungo tutto il foglio di lamiera, per piegare in maniera uniforme. Neutralizzare la bombatura consente di migliorare la precisione dei pezzi piegati.»
Le verifiche dell'addetto piegatore

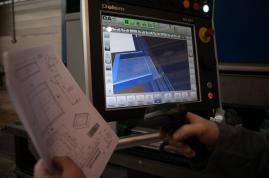
Copyright AIMM Il protocollo del piegatore, che verifica il pezzo piegato in 3 punti, permette di individuare gli eventuali problemi di bombatura.
Daniel Corbion – CDMO consiglia di «intervenire al centro della pressa per evitare di «sviare» la macchina.»
Gaëtan Benoit - AIMM, subappaltatore, ci racconta la sua esperienza: «Sul primo pezzo controlliamo tutte le pieghe e tutti gli angoli, ma anche i valori funzionali. È il piegatore programmatore che se ne occupa e che convalida il pezzo prima di lanciare la produzione.»
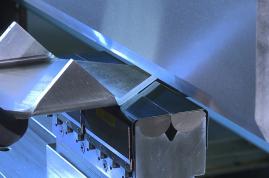
I dispositivi di correzione d'angolo su pressa piegatrice
Anche i dispositivi di correzione d'angolo offrono un ausilio al piegatore, il quale può indicare il valore di destra, di sinistra e di centro, e la pressa piegatrice apporta quindi le correzioni automatiche. Concretamente, dopo il primo pezzo, l'addetto piegatore annota i valori e indica per esempio che a sinistra manca 1°, a destra è corretto e al centro manca 1,5°, cosicché la macchina può poi apportare le correzioni necessarie.
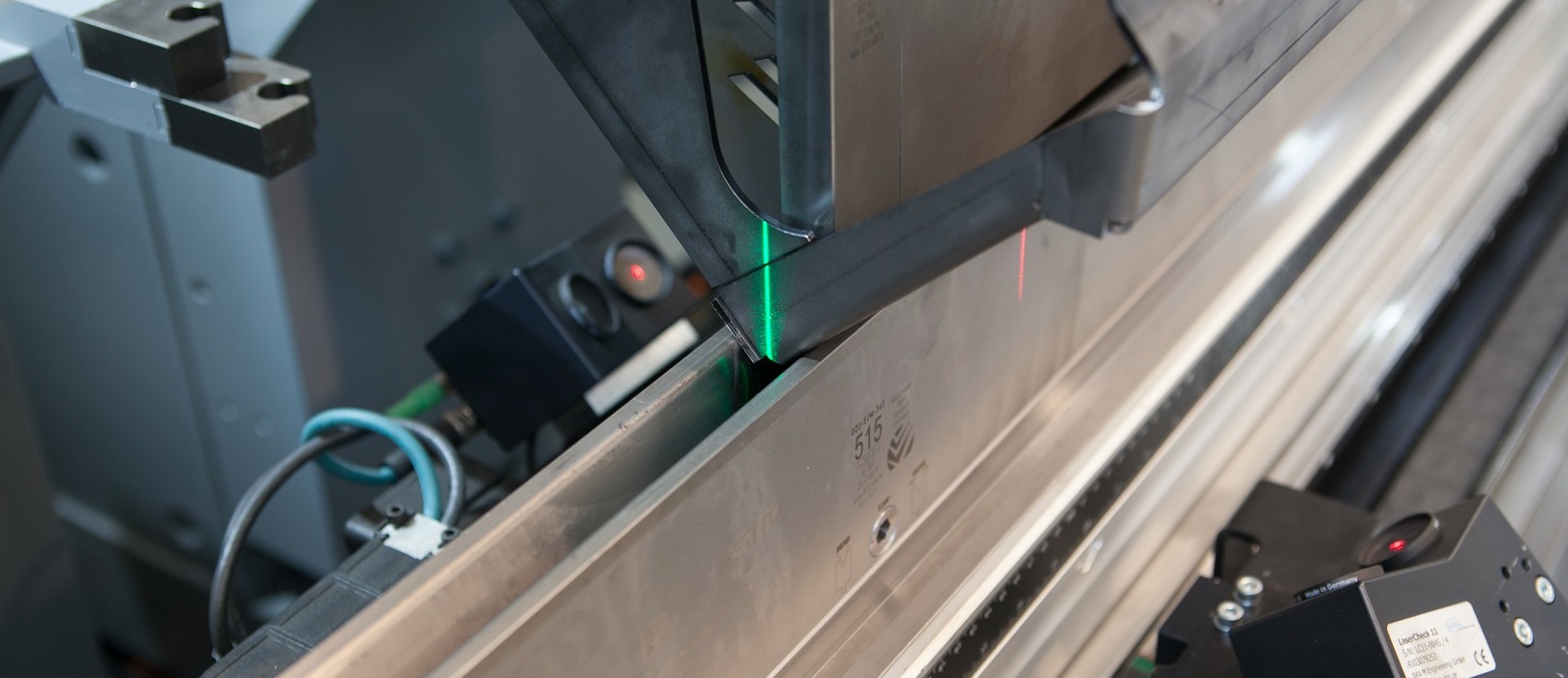
Copyright Colly-Bombled François DEBACKER – LVD precisa: «Molti dispositivi di correzione d'angolo realizzano l'operazione in 2 tappe: misurano prima l'angolo e poi la correzione. Il nostro sistema apporta la correzione contemporaneamente, grazie ad un insieme di dati raccolti a seconda dei materiali piegati, cosa che permette di non aumentare il tempo di piegatura.»
Serge Bourdier – Salvagnini aggiunge che «il dispositivo di controllo angolo a volte pone dei limiti perché costringe ad avere tutte le matrici della stessa altezza. Se il sistema di controllo ha un range di lettura di più di 50 mm, le matrici possono essere di diverse altezze, ce ne può essere una di 70 mm e una di 100 ad esempio.»
Infine, per concludere, il dispositivo di controllo dell'angolo è utile, ma ha comunque dei limiti, per esempio non può misurare una piega che non esce dalla matrice.
Copyright - la riproduzione senza autorizzazione scritta di Metal-Interface è vietata
Contenu