Migliorare i tempi di caricamento degli utensili sulla pressa permette di ottimizzare notevolmente la produttività. Durante l'attrezzaggio, il tempo di immobilizzazione della pressa non è trascurabile, soprattutto quando si tratta di serie piccole o medie.
Il peso degli utensili, poi, può nuocere alla salute del piegatore (disturbi muscoloscheletrici) che si trova a doverli sollevare fisicamente, e inoltre durante questi spostamenti c'è un rischio di rottura. Esistono diverse soluzioni che possono venire in soccorso dell'addetto piegatore.

I sistemi di bloccaggio degli utensili sulla pressa

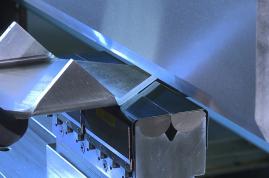
Copyright Wilson Tool «I sistemi di serraggio idraulico rappresentano il tipo di bloccaggio più efficace, soprattutto in termini di posizionamento e di serraggio dell'utensile» spiega Patrick Cots – Wilson Tool. «Per le macchine più vecchie che non sono dotate di un sistema di serraggio idraulico, esistono degli intermedi o bloccaggi meccanici che permettono di beneficiare delle stesse performance del serraggio idraulico. Un'altra soluzione consiste nel sostituire l'intermedio meccanico con una guida idraulica.»
Gaëtan Benoit - AIMM ci dà una testimonianza della sua esperienza di subappaltatore: «Il serraggio idraulico è un confort importante per il piegatore in fase di montaggio e smontaggio degli utensili. L'addetto non ha così bisogno di stringere gli utensili uno accanto all'altro e bloccarli con una chiave. Il piegatore che si occupa dell'impostazione preme un tasto e gli utensili si sistemano tutti per bene e attaccati! Da un punto di vista tecnico, questo risultato è assolutamente indispensabile.»
«Anche i sistemi di attrezzaggio frontali di tipo Wila sono interessanti per guadagnare tempo e per rendere l'operazione meno fastidiosa» aggiunge Jean-Luc Topenot – Colly Bombled.Durante la piegatura la produttività è fortemente impattata dal tempo impiegato a cambiare utensili. È per questo che i costruttori propongono soluzioni per automatizzare il processo, o per ridurre semplicemente il tempo tra una serie e l'altra, tempo determinato essenzialmente dai minuti dedicati al riattrezzaggio degli utensili.
Così, come precisa Serge Bourdier – Salvagnini, «esistono delle diodi che indicano il punto in cui va montato l'utensile sulla guida di serraggio».
Copyright Colly Bombled «Ci sono diversi sistemi che possono aiutare il piegatore quando deve maneggiare utensili pesanti, come ad esempio i bracci manipolatori, i tavoli o i carrelli che vengono posizionati nel punto di caricamento dell'utensile, ecc..» aggiunge Jean-Luc Topenot – Colly Bombled.
Automatizzazione del riattrezzaggio della pressa piegatrice
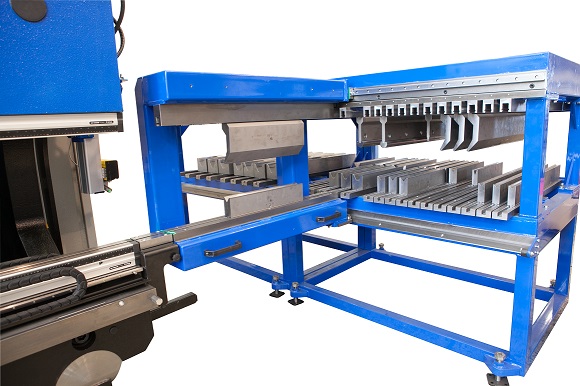
L'automatizzazione della sostituzione degli utensili costituisce un'ulteriore soluzione. François DEBACKER – LVD spiega che «è possibile avere uno stock di utensili tra le spalle della macchina, con delle file di punzoni e matrici. Per posizionare matrice e punzone vengono usati dei "bracci" che li sistemano automaticamente sulla traversa e sul banco. In questo modo l'industriale non ha bisogno di preoccuparsi della gestione degli utensili e il riattrezzaggio avviene in tempo mascherato.»
Copyright Salvagnini Serge Bourdier – Salvagnini ci racconta: «Noi proponiamo un concetto innovativo che permette di modificare la lunghezza della zona di lavoro di punzoni e matrice, grazie ad un braccio che va a spostare automaticamente punzoni e matrici tra una produzione e l'altra. L'operazione è rapidissima. Questa soluzione può essere adottata anche con una cava regolabile che vada dai 6 ai 50 mm. La regolazione della lunghezza è sufficiente per l'80% delle produzioni, e nel caso in cui serva un utensile che non è già sulla macchina, questo può sempre essere aggiunto manualmente sulla pressa dal piegatore o automaticamente se si usa la versione Auto con lo stock di utensili.»
Pierrick Grand – Extratole ricorda la sua esperienza con l'automatizzazione del riattrezzaggio degli utensili: «Nel 2013 abbiamo investito in una pressa piegatrice che ha uno stock di utensili e un sistema di agganciamento e sganciamento automatico dei punzoni e delle matrici. I nostri piegatori possono così risparmiare il tempo che dedicavano alla gestione degli utensili: sistemazione, montaggio e smontaggio di punzoni e matrici, ecc. Grazie all'automatizzazione il tempo di sostituzione degli utensili passa da 15/30 minuti a 1/2 minuti. E inoltre gli utensili si rovinano meno perché sono sempre sistemati e manipolati con cautela.»
L'ordine o il sequenziamento su pressa piegatrice

Copyright Bystronic Anche il sequenziamento della pressa piegatrice ha un impatto sulla produttività, sia sulle presse piegatrici dotate di stock e caricatore automatico che su quelle tradizionali. Per poter ad esempio ottimizzare il cambio utensili, l'ordine di piegatura dei pezzi deve tenere conto del caricamento degli utensili. Se per esempio dobbiamo realizzare una piegatura di 500 mm di lunghezza, e successivamente una da 400 mm, la macchina sa che non ha bisogno di cambiare utensile e montarne uno di 400 mm, perché il pezzo verrà piegato con la stessa attrezzatura. E magari questa informazione può essere trasmessa anche alla postazione di taglio, in modo che i pezzi possano essere sistemati a monte nell'ordine giusto sul pallet, e che l'operatore possa così trovarli già nell'ordine giusto per la piegatura.
Senza arrivare all'automatizzazione, quando si ha a che fare con una serie l'impresa può anche chiedere al programmatore di sistemare i pezzi in ordine di lunghezza, con i più lunghi sopra alla pila, così il piegatore può cominciare da quelli, piegare tutti i pezzi che hanno piegature lunghe e poi ridurre la lunghezza di piegatura man mano che passa ai pezzi successivi.Gerrit Gerritsen – Bystronic conferma e quantifica il guadagno con una stima: «Ottimizzare la successione dei pezzi da piegare a seconda degli utensili permette di risparmiare il 30% del peso degli utensili cambiati.»
Gérard Boudesocque – AMADA conclude precisando che «anche le soluzioni tecnologiche possono aiutare, ad esempio nel montaggio degli utensili: sistemi di serraggio degli utensili più o meno automatizzati, sistemi di registro posteriore più o meno evoluti, registri che possono avere fino a 8 assi per poter posizionare al meglio il pezzo rispetto al punto di riferimento. Gli accompagnatori inoltre permettono di reggere il carico durante la piegatura, evitando le sferzate e gli scossoni sulla piega.»
Copyright - la riproduzione senza autorizzazione scritta di Metal-Interface è vietata
Contenu