«L'industriale o il subappaltatore producono valore mentre la pressa piegatrice piega i pezzi. E il fatto di affidare la programmazione della piegatura a delle postazioni apposite in un ufficio remoto permette di aumentare la produttività della macchina» spiega Gérard Boudesocque – AMADA.
Serge Bourdier - Salvagnini conferma «che il tempo che il piegatore dedica alla programmazione della pressa piegatrice è un tempo in cui la macchina non produce e il piegatore non piega.»

Copyright HACO
I software di programmazione permettono di migliorare la produttività del reparto piegatura, sia perché spostano fisicamente la programmazione della pressa in un ufficio del reparto Industrializzazione, sia perché migliorano lo sviluppo dei pezzi, migliorando anche, in generale, la gestione, grazie ad un perfezionamento dell'ordine di passaggio dei pezzi sulle presse piegatrici, e così via.
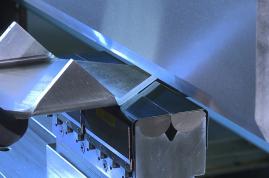
Database degli utensili
Tutti gli insiemi di utensili, punzoni e matrici, con le loro lunghezze, vengono inseriti nel database del software di piegatura, così il programmatore ha, attraverso il software, una visione d'insieme precisa degli utensili a sua disposizione, con informazioni quali lunghezza, raggi, quantità, usura, ecc.
Alcuni CAM per la piegatura, come precisa Gérard Boudesocque – AMADA, «permettono alla pressa di comunicare al software quali sono gli utensili di piegatura a disposizione, il valore di ritiro delle pieghe interessate e molte altre informazioni.»
Il database di punzoni e matrici permette in seguito di realizzare tutte le tappe di programmazione della piegatura nel modo più preciso possibile.
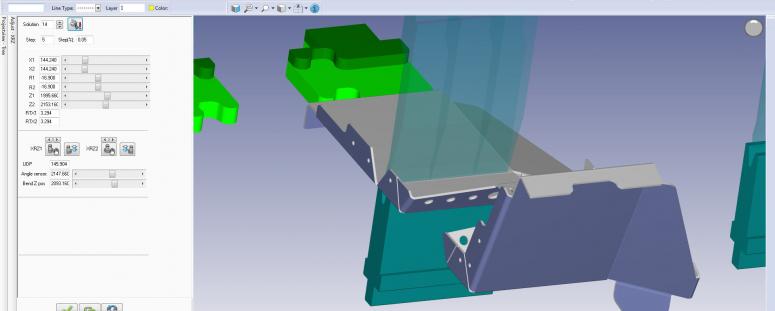
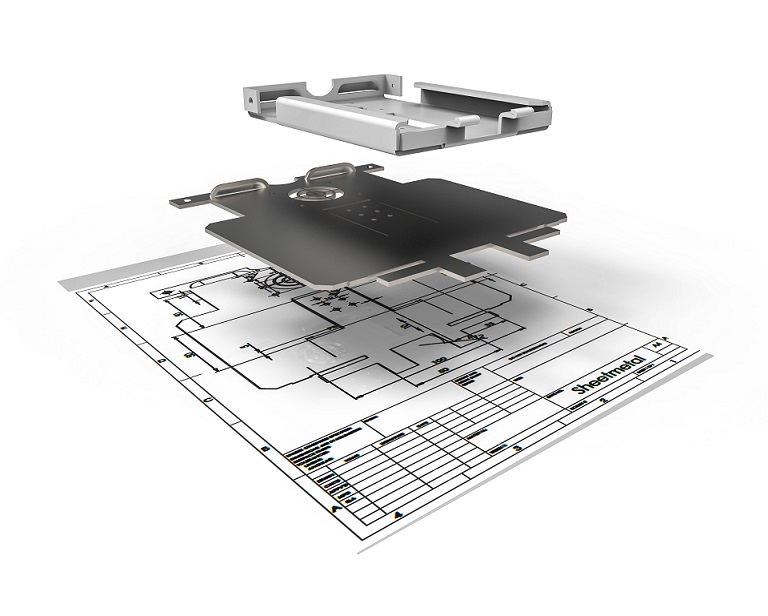
Partire dal 3D per effettuare lo sviluppo
 «Il calcolo dello sviluppo del pezzo è molto importante, soprattutto per i pezzi assemblati. Esso ha un impatto sulla fase di assemblaggio e può addirittura renderla impossibile nel caso, ad esempio, di giunzione a tenone e mortasa. Nei software CAD lo sviluppo del pezzo viene spesso calcolato a partire dal fattore K. Spesso il piegatore sceglie o ridefinisce la matrice e il punzone più adatti, quando lo sviluppo del pezzo è già stato realizzato dal reparto Industrializzazione. Ora, il calcolo dello sviluppo e del ritiro dovrebbe essere effettuato proprio a partire dagli utensili che vengono usati sulla pressa piegatrice», spiega François DEBACKER – LVD.
«Il calcolo dello sviluppo del pezzo è molto importante, soprattutto per i pezzi assemblati. Esso ha un impatto sulla fase di assemblaggio e può addirittura renderla impossibile nel caso, ad esempio, di giunzione a tenone e mortasa. Nei software CAD lo sviluppo del pezzo viene spesso calcolato a partire dal fattore K. Spesso il piegatore sceglie o ridefinisce la matrice e il punzone più adatti, quando lo sviluppo del pezzo è già stato realizzato dal reparto Industrializzazione. Ora, il calcolo dello sviluppo e del ritiro dovrebbe essere effettuato proprio a partire dagli utensili che vengono usati sulla pressa piegatrice», spiega François DEBACKER – LVD.L'eventuale problematica che si può presentare è che se lo sviluppo è scorretto la precisione del pezzo finale ne risente. E il calcolo dello sviluppo non può essere corretto se non si sa quale utensile viene usato.
Gérard Boudesocque – AMADA spiega come si arriva ad uno sviluppo corretto : «Il software di piegatura riconosce il pezzo 3D, il suo spessore e le caratteristiche della materia e propone l'uso di un certo tipo di matrice. Partendo da questa matrice, lo sviluppo può essere effettuato con un ritiro (bend deduction) che corrisponde a questi parametri. Dopo aver effettuato l'operazione, lo sviluppo del pezzo può essere tagliato.»
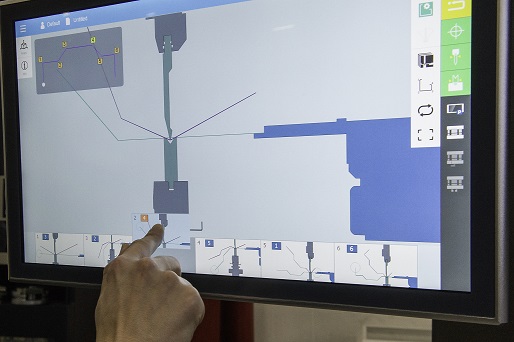
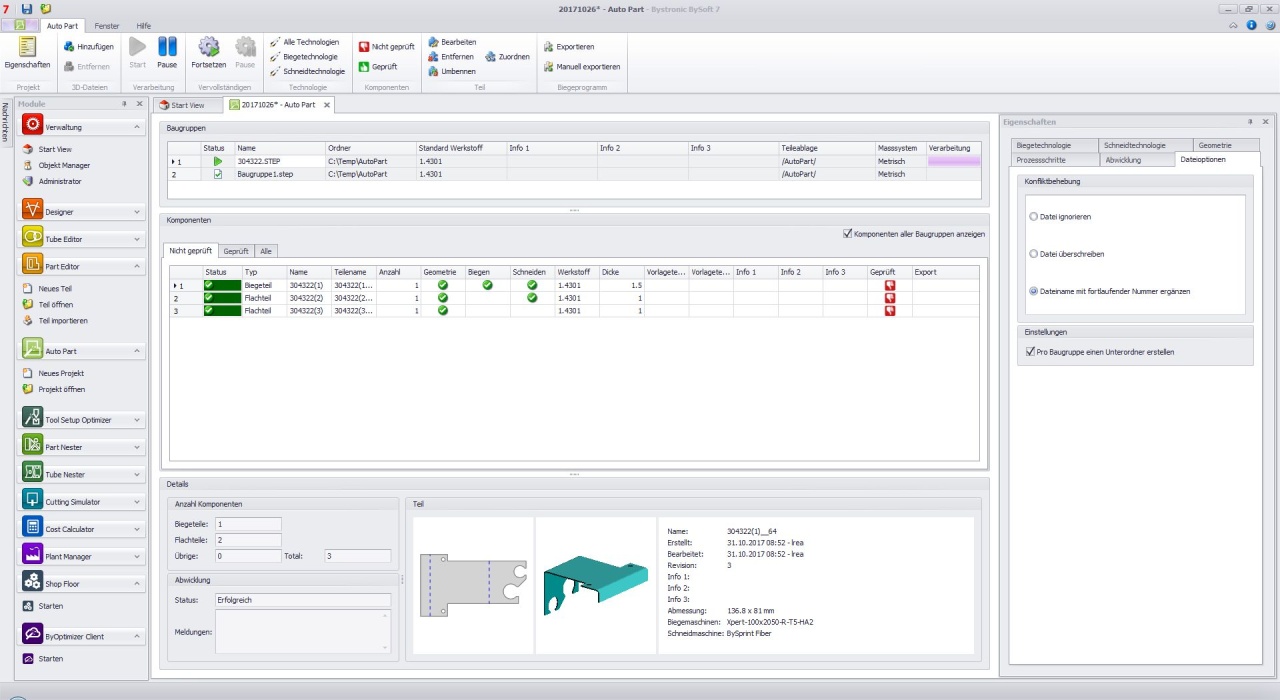
Sequenza di piegatura

Copyright Bystronic Dopo aver scelto gli utensili per la piegatura (vedi sopra), i CAD propongono (in generale) di generare automaticamente:
• una sequenza di piegatura,
• la definizione della posizione di ogni riscontro,
• una simulazione per individuare eventuali collisioni con la pressa piegatrice e gli utensili.
Produzione: comunicazione e informazioni
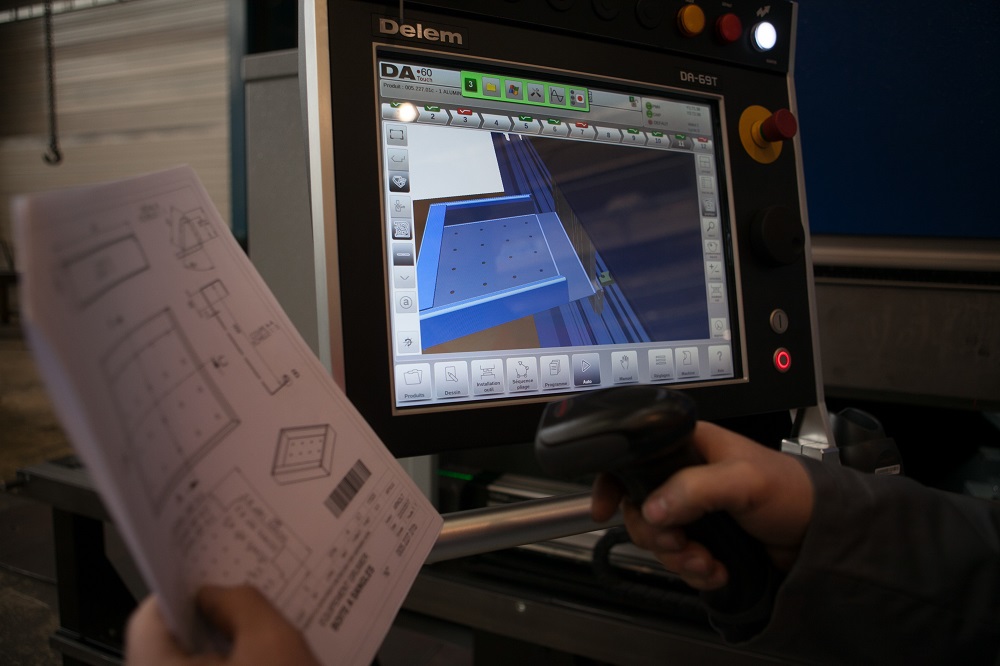
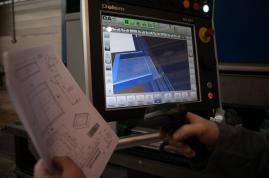
Copyright Colly-Bombled Se la macchina è dotata di una porta di connessione (collegamento della pressa piegatrice alla rete), il piegatore può interrogare il programma a distanza, dal comando numerico della pressa. Sul comando numerico può vedere tutte le informazioni di cui ha bisogno per produrre.
Per le macchine più vecchie, che non possono essere connesse, i software mettono a disposizione dell'addetto piegatore dei documenti che contengono diverse informazioni:
- il programma da impostare sul comando numerico,
- la lista degli utensili e la loro posizione,
- la posizione dei riscontri,
- la sequenza di pieghe da realizzare, ecc.
Sequenziamento della pressa piegatrice
Copyright Bystronic I software permettono di trovare l'ordine ottimale di passaggio dei pezzi da produrre e limitare così il numero di montaggi e smontaggi utensili da effettuare.
Gerrit Gerritsen – Bystronic reputa «essenziale poter gestire il sequenziamento dei pezzi da piegare perché così si riduce di molto la manutenzione inutile degli utensili e si guadagna non poco tempo tra una produzione e l'altra. E con l'industria 4.0 si va ben oltre, perché gli utensili possono essere integrati nei flussi informativi globali dell'azienda.»Pierrick Grand – Extratole conclude con un esempio che riguarda la sua azienda: «Fino al 2013 la programmazione della piegatura la facevamo direttamente sulle presse piegatrici ed era il piegatore che si occupava della scelta degli utensili. Poi abbiamo creato un network al quale sono collegate tutte le presse del parco macchine, così da poter programmare a distanza.
E per le macchine che non sono dotate di sistemi automatizzati per la gestione degli utensili, il piegatore riceve una lista con gli utensili necessari per produrre il pezzo. L'assegnazione degli utensili è più efficace perché viene realizzata direttamente al momento dello sviluppo. E così si evitano gli errori legati alla bend deduction e il piegatore risparmia tempo. Il software di piegatura effettua a monte e a distanza una simulazione della piegatura dei pezzi complessi per evitare qualsiasi intoppo. E prevede anche l'ordine di realizzazione delle pieghe, così il piegatore sa già qual è l'ordine ottimale da seguire. In questo modo si riduce il numero di pezzi di prova perché l'addetto ha meno test da effettuare.»
Confidentiel – Diffusion restreinte – Copyrith Metal-Interface.com
Contenu